
高精密度钣金成型产品,如液晶电视U型金属边框等。
系统:瑞士CYBELEC DNC系统或荷兰DELEM系列 传动装置:日本安川伺服+台湾上银滚珠丝杆 液压系统:德国BOSCH 电器:法国施耐德 密封件:法国司达行 光栅尺: 德国HEIDENHAIN
电液伺服数控折弯机

电液伺服折弯机主要特点:
♦ 机床整体焊接结构,经过退火振动失效处理,消除内应力,防止变形。
♦ 配液压或楔形挠度补偿机构,数控系统控制。
♦ 配有德国HEIDENHAIN专业光栅尺,准确监视机床下行位置。
♦ 油缸可单缸控制,单独调整。
♦ 保压时间,加程位置,循环次数均系统控制。
机器的主要结构和工作原理:

◆本机为电液比例控制的板料折弯机,滑块在电气、液压系统的联合控制下,可实现点动、单次、连续、中停、保压、快速、慢速下行、中途返程等运动工况。
◆本机为电液比例伺服控制,左右油缸有独立液压系统,可单独控制单个油缸动作。
◆本机滑块运动采用德国进口比例压力阀控制,后定位为全伺服控制,达到很高精度。
◆定 位 精 度: ±0.01mm
◆重复定位精度: ±0.01mm
◆折制工件精度: ±30’/全长
◆后挡料重复定位精度:±0.01mm
控制系统 CybTouch 12PS

◆ 轻松折弯
◆ 页面简洁,显示清晰,大按键易于
◆触摸操作
◆完全高效的折弯编程满足大批量生产
◆加工需要
◆使用电脑或笔记本,方便地进行无线
◆互联,升级软件和备份数据
◆在线帮助与交互式弹出报警提示框
◆大尺寸高对比度触摸屏
◆直观友好的用户界面
◆多种语言可供选择
◆“EasyBend”页面进行轻松单次折弯加工
◆USB接口

◆自动模拟折弯步序,提供最优折弯
◆压力—挠度补偿自动计算
◆上模深度自动计算
◆角度,后挡料校正
◆折弯数据自动计算
◆折弯程序保存
◆2D图形编程
伺服定位系统

机床后挡料定位系统采用日本安川交流伺服电机控制,定位速度快,精度高。
全闭环德国博世液压系统单元
意大利GIVI精密光栅尺

机器性能:
机器配备标准上下模具一副,下模为叠加方型结构,面上开有两个不同宽度的槽,用来折制不同厚度的板材,一般槽宽取6~8倍板厚为宜。也可能根据客户的要求,按客户的工件设计相应的模具。工作台配有挠度补偿装置,用来补偿滑块和工作台的弹性变形,系统会通过输入的板厚,板长进行自动计算,自动补偿,用户也可以根据具体折制情况和经验,给数控系统一个数值,手动输入,自动调整。
模具是折弯机的关键组成部分,结构见图7-5,上模带有快速夹紧机构,并分段。下模为叠加方型结构,面上开有两个不同宽度的槽,便于折制不同的板厚,槽宽一般取6-8倍的工件板厚。下模槽越宽,折弯力越小。该刀具快夹在出厂前巳调整好,如果在使用遇到以下情况时,请参考以下方法进行调整:
1)当装上折弯刀后刀具快夹的手柄向里压时,须用很大力。说明折弯刀厚度尺寸为上偏差,可用六角板手逆时针等角度旋转压板两只内六角螺钉调整,直至调整到手柄在夹紧和松开时受力相对适中,在夹紧时刀具没有松动感即为调整好。
2)当装上折弯刀后刀具快夹的手柄向里压时,折弯刀具有明显的松动感,说明折弯刀厚度尺寸为下偏差,可用内六角板手顺时针等角度旋转压板上两只内六角螺钉调整,直到调整到手柄在夹紧和松开时受力相对适中,在夹紧时刀具没有松动感即为调整好。

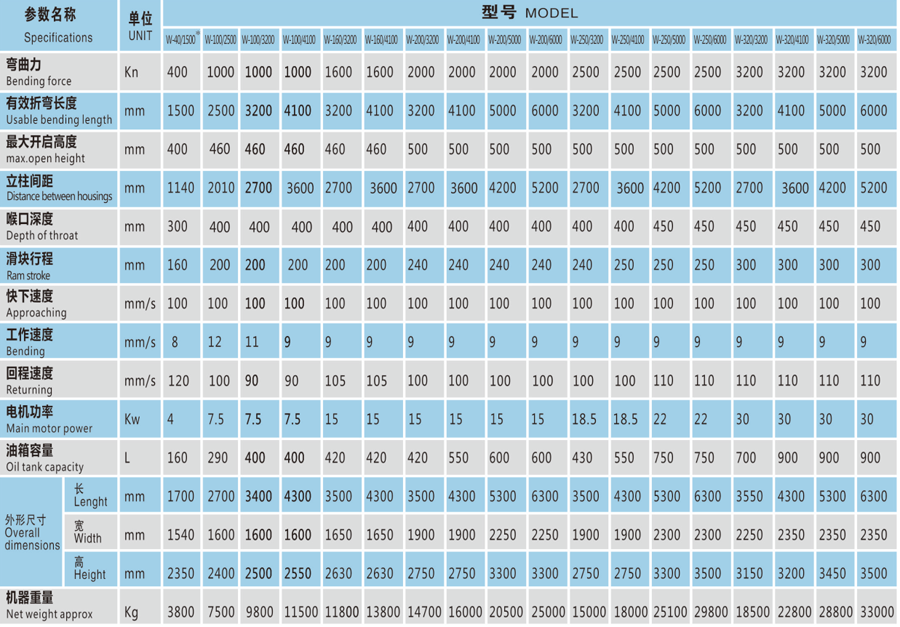
电液伺服折弯机主要技术参数:
折弯机辅助功能选配:

相关产品

- 双伺服油电混合折弯机
这款双伺服油电混合折弯机适合铜,铝,合金,碳钢,不锈钢等金属板材折弯成型。
发布日期:2018年10月24日- 双伺服油电混合折弯机
- 电液伺服数控折弯机
高精密度钣金成型产品,如液晶电视U型金属边框等。 系统:瑞士CYBELEC DNC系统或荷兰DELEM系列 传动装置:日本安川伺服+台湾上银滚珠丝杆 液压系统:德国BOSCH 电器:法国施耐德 密封件:法国司达行 光栅尺: 德国HEIDENHAIN
发布日期:2017年06月13日- 电液伺服数控折弯机

- 扭力同步数控折弯机
此款扭力同步数控折弯机有效折弯长度1500-4000mm, 折弯弯曲力400-2500KN。该款机显著优势带有液压挠度补偿,不仅调机方便快速,而且加工产品精密度更高,
发布日期:2017年06月13日- 扭力同步数控折弯机

- 下动式折弯机
下动式折弯机折小工件时比较灵活,动作也很快,模具离开工件就可以换步,所以在换步时间上非常快。
发布日期:2017年06月13日- 下动式折弯机
